为响应国家节能减排政策,某水泥厂一直致力于节能降耗改造。1条5000t/d熟料生产线的5台大型离心风机的装机功率达8250~9260kw左右,占全厂Z大用电负荷16000KVA的50%以上,而目前水泥企业大部分大型离心风机的运行效率仅为50%~60%左右,因此提高风机效率对节能降耗十分重要。
一、该水泥厂大型离心风机使用现状
(1)设计阶段时设计院不可能根据实际运行工况进行风机选型而只能根据设计经验估算管网阻力,造成风机选型偏大,风机实际运行工况偏离了设计工况,造成风机运行效率低。
(2)风机配套电机选型偏大。
(3)风机传动效率低(液偶等调速机构)。
(4)管路系统设计不合理,系统管网阻力大,增加能耗。
(5)早期风机制造工艺落后,效率低。
二、采用变频调速提G效率
针对此情况,先采用高压变频器给风机配套电机进行调速,取消液偶调速机构使电机与风机直联,以变频调速方式改变风机转速来调整风机风量,保持风机入口风门全开,减少管网阻力,能提高风机运行效率2~5%左右,一般能降低T熟料综合电耗1~1.5kWh/t。
三、采用G效风机提G效率
G效风机针对一般离心风机的结构性Q陷,采用了“适应叶道截面各层气流变化的设计理念”,即三元流设计理论。基于该理论,“设计出来的叶片形状为不规则曲面形状”,从而减少相应的冲击、边界层分离、摩擦等N量损失,提高风机效率,增强风机的适应性。使用过程中,G效风机的圆弧直线叠加型叶片无限贴近气流,使气流的流动更加流畅,X除了涡流,提高了效率;圆弧流线型前盘也为效率的提高提供了基础;锯齿形后盘在消减背涡的同时,减小了由于气压差所产生的轴向附加力;合理的叶片安装角度,减少了进气形成的涡流和阻力,提高了气动性能等。
2012年10月对一线生料立磨循环风机进行了运行情况标定,标定结果显示该风机运行全压效率仅为60%,长期以来偏离设计工况运行,导致配套电机长期超负荷运行,设备存在很大设备隐患。经与设计院、风机制造厂家进行技术交流后,如采用G效能风机整体替换,则电机运行功率可下降900kw以上。2013年2月对风机本体进行了更换(更换了风机转子、入口风门、机壳、联轴器、轴承、轴承底座、联轴器护罩、风机进出口膨胀节等),保留原有电机、电动执行器。改造前后风机转子见图1、图2。
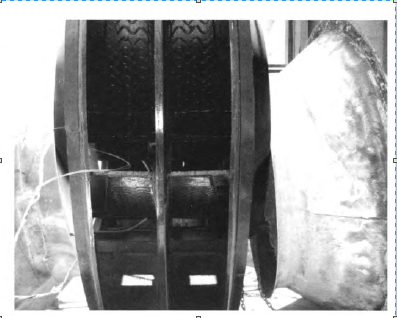
图1 改造前的风机转子称

图2 改造后的风机转子秤图
2013年3月风机投入运行后,电机运行电流下降60A,电机功率由3765kW下降到2800kw左右,风机运行平稳。通过72小时运行考核计算,T生料工序电耗下降2.1kwh/t,T熟料综合电耗下降3.48kwh/t,节电效果非常明显。
自常山公司一线生料磨循环风机改造以后,该公司所属成员企业对实际运行效率低的风机进行了G效节能改造,均取得了明显成效。截止2016年6月,该水泥厂下属成员企业已进行G效风机改造26台,改造后风机全压运行效率均达到80%以上,平均1~1.5年收回投资成本。
四、经验总结及改进建议
(1)在对风机进行改造前,应先治理漏风、优化工艺操作,尽量使其达到稳定、Z佳生产状态。
(2)在实际正常运行中,系统工况也是变化的,因此在选型时要使实际工况时大部分都全部处于性能曲线的G效区域内,如何对风机型号、实际运行工况的正确选择,对风机的节能效果至关重要。
工艺设计阶段风机选型时,应多次进行风机运行工况标定,要尽可能把握系统正常运行所需风量、风压、介质温度、粉尘浓度等数据区间,可适当选择风机的备用余量(5%~10%),但对J端工况的风量需求不应考虑在风机选型因素之内。水泥企业要与设计方充分沟通,综合考虑后确定Z佳改造方案,确保风机运行全压效率达到80%以上。
(3)改造设计时应尽量减少土建基础、风机接口等的改动,一是为了节约投资和改造时间。二是预防风机改造失败后可用原有风机替换以保持生产正常运行,降低失败风险影响。
(4)因改造后风机运行全压效率标定Z业性较强且误差较大,可与风机制造商约定折算为以改造后电机运行功率降低值进行直观考核结算。如改造后风机运行全压效率低于70%,即可视为G效风机改造失败,可要求风机制造商按违约条款执行。
(5)风机加装变频器后,如无特殊需要,应将风机进、出口风量调节阀拆除,尽可能通过调整风机转速来调节风量,降低系统阻力以降低风机消耗。
五、总结
大型G效离心风机整机替换改造是水泥行业理想的节能改造方案之一,通过“量体裁衣”的方式根据实际工况定制风机,实现设备的G效节能运行。
需要注意的是G效能的风机的采用并不等于就实现了节能,风机只有位于风机性能曲线的ZG效率点附近,才能Z正实现Z佳节能效果。而风机实际运行时,并非永远处于在Z佳设计工况点上,随工况的变化风机实际上处于变化工况下工作。因此,在工况变化时,水泥企业也应及时优化风机运行状态,只有将Y效的调节与节能技术结合起来,才能实现风机的Z佳G效节能运行。
|


